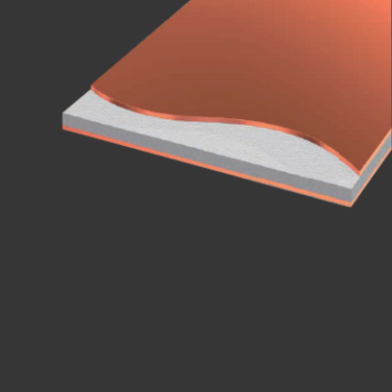
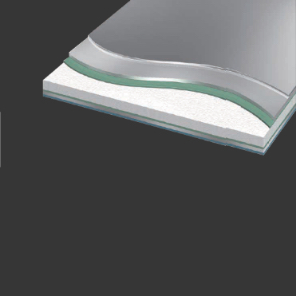
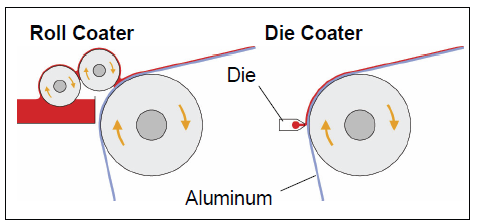
Alpolic ACM is an aluminum composite material composed of a fire retardant fire-retardantmineral-filled core sandwiched between two skins of aluminum sheets. The core material is made of fire-retardantmineral-filled core (70% aluminum trihydrox) providing unsurpassed fire-retardant benefits. Both topside and backside skins make use of 0.5mm thick aluminum alloy (3105-H14). The topside surface is finished with a high-performance “ Lumiflon-based ” fluorocarbon coating. The back of Alpolic/fr, which will face the structural wall or steel when it is installed as a cladding panel, has a polyester-based wash coating or a service coating to protect it from possible corrosion issues. There is special rust preventing coating between the inner cladding panel and the mineral-filled core to prevent inside corrosion and possibly detachment of the panel and the inner material.







































































Alpolic/fr is color coated with high quality LUMIFLON- based Fluorocarbon (FEVE) developed by Asahi Coat Tech, Japan (www.lumiflon.com ). Compared to PVdF coating, LUMIFLON (FEVE) has superior quality and helps reflect sunlight into the building, contributing to maximizing energy conservation and decreasing Urban Heat Island Effect. It provides outstanding coating effect and weatherability and durability which makes it a more cost effective solution in the long term with a warranty of 20 years.
Compared to PVdF coating, LUMIFLON (FEVE) has a broader spectrum of colors and can be touched-up at site. It offers a higher range of gloss from 15-80% while PVdF can only manufacture 25-35% gloss. The gloss retention of LUMIFLON-based Fluorocarbon Coating is higher than those of PVdF and enables excellent gloss durability in the long term. This LUMIFLON (FEVE) coating is a better substitute of the PVdF coating owing to its superior qualities as follows:
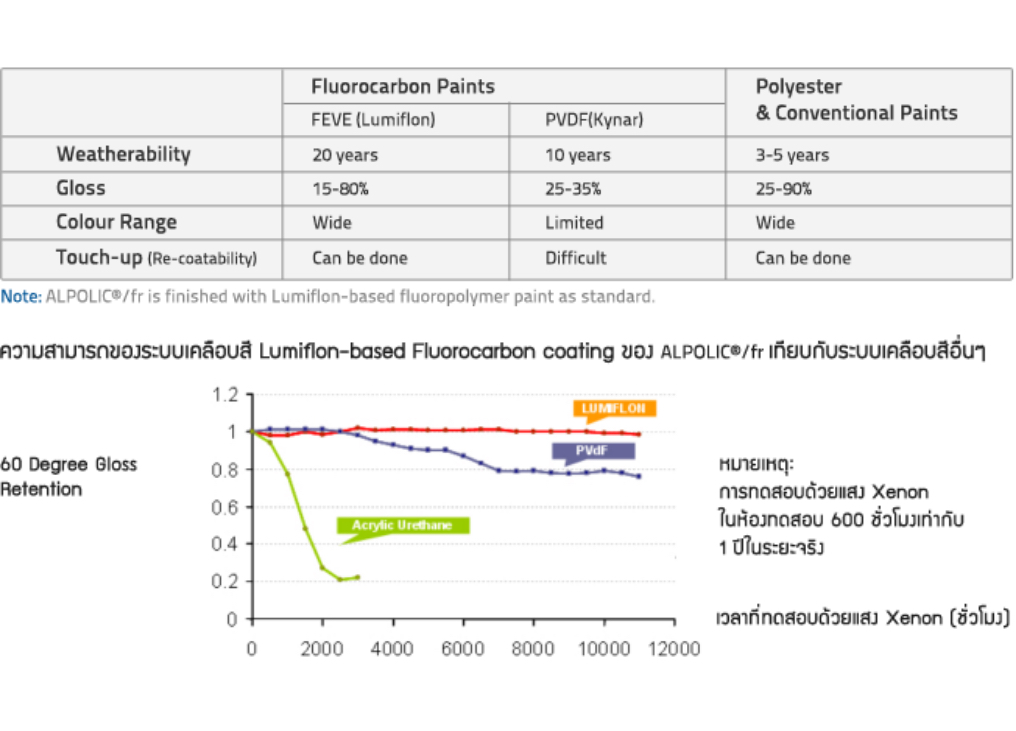
This table shows that the LUMIFLON-based Fluorocarbon (FEVE) system used with Alpolic/fr can maintain the gloss longer than the PVdF system and other color systems It helps the architecture used Alpolic color to be longer durable.
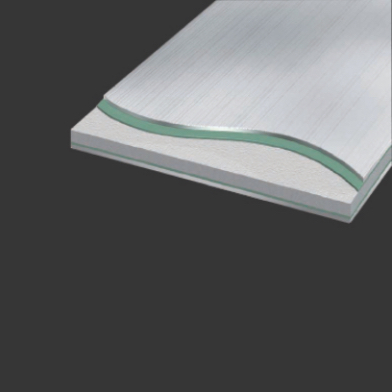
Alpolic’s Thermal bonding prevents delamination or peeling in long term use use.The material is made with alloy aluminum type 3105-H14 with the thickness of 0.5mm on both sides with the Continuous In Line Process: Thermo Bonding. The process is without adhesives or other substances to attach in order to prevent delamination. This feature is covered by a 20 year panel warranty.

Running saw and panel saw for woodworking can cut Alpolic/fr panels easily. The carbide tip blade made for aluminum and plastic is recommended.
Square shear is the most efficient method for sizing a large quantity of panels. Some shear droop may occur at the cut edge. Appropriate clearance and rake angle is as follows:
Panel Thickness (mm)
Clearance
Rake Angle
3 mm.
0.04 mm.
1 degree
4 mm.
0.04 mm.
1 degree, 30 arcminute
6 mm.
0.2 mm.
2 degree, 30 arcminute
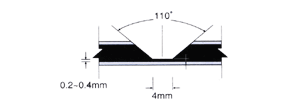
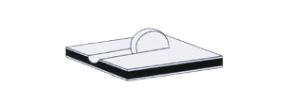
It is important to leave 0.2 to 0.4mm of FR core in U-grooving and 110 degrees of grooving angle is recommended
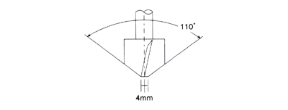
Use a modified router bit as shown in the left drawing.
Number of teeth : 2-4
Number of rotations : 20,000-30,000 rpm
Feeding speed : 3-5 m/min
Material : Carbide
When a large quantity of panels are being processed, groove cutter is more suitable
Material : Carbide tip
Outside diameter : 305 mm.
Number of teeth : 24
Number of rotations : 3,000-5,000 rpm
Feeding speed 5 m/min
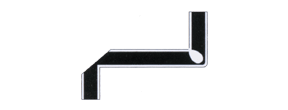
U-grooved panels can be folded with folding jig, press-brake or plate punch. To ensure a straight line of folded corner, fold the grooved panel on a flat table. It is recommended that the folding operation is held at 10 degrees Celsius or higher temperature to prevent the coating from cracking
Normally, 25mm from edge is grooved and folded. After assembling, the corner is sealed with sealant to prevent the corner from water leakage.
When bending Alpolic/fr panel with press brake, use a top die having the desired radius. The minimum internal bending radius is as follows:
Thickness
Minimum Bendable Radius (mm)
Alpolic/fr
Alpolic
Traverse
Parallel
Traverse
Parallel
3 mm.
40
55
4 mm.
80
100
40
55
6 mm.
55
80

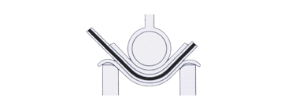
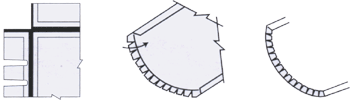
Three-roll bender enables a larger bending radius than press-brake bending. Groove and slit the curved edge before bending as shown below:

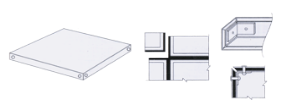
Use aluminum blind rivet for junction. Fixing work can be done from one direction. Use stainless steel bolt/ nut. When panels are connection with junction hole, the equation of e>2D indicates a suitable relation between the hole diameter (D) and the distance from the hole center to panel end (e), to ensure sufficient tensile strength of the hole.
One end of Alpolic/fr and Alpolic can be connected to another end of Alpolic/fr or Alpolic with welding the core by means of hot jet gun. The welding rod is prepared by cutting from slender piece of Alpolic/fr or Alpolic panel. Normally, reinforcement is necessary after welding.